コールドチャンバーダイカストマシンは、満足のいく歩留まり、生産性、安全性を確保するために、性能、パラメーター、効率、安全性の面で一定のマージンを持っている必要があります
商品アイテム
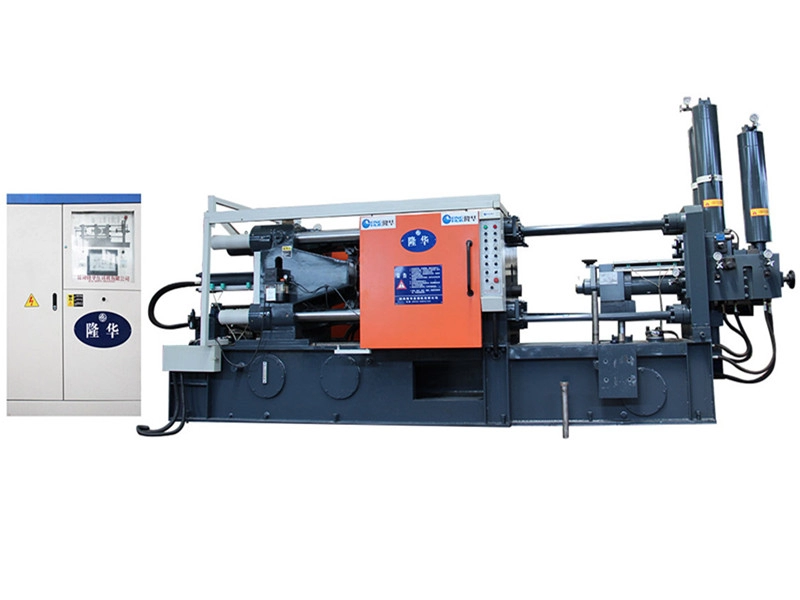
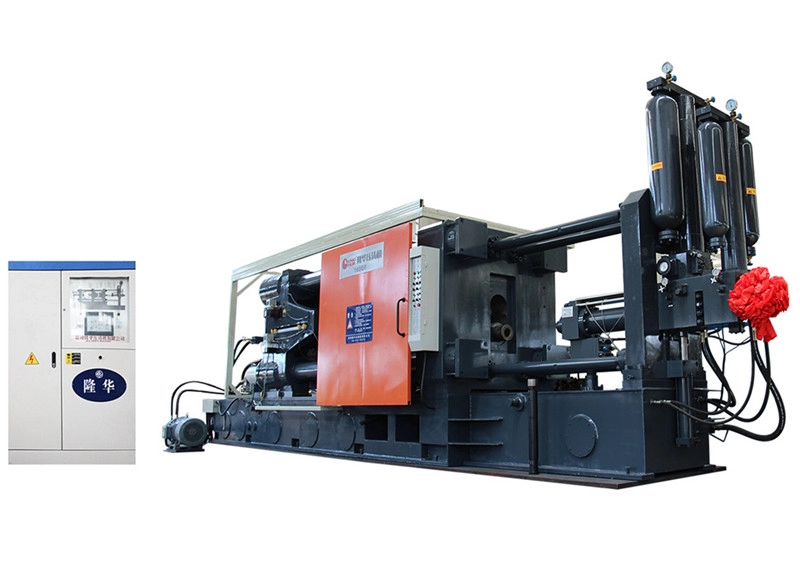
アルミ鋳物製造用全自動ダイカスト(LH-180T)
ダイカストマシンは、製品のサイズ精度と表面の滑らかさの利点により、一般的に機械的処理を行わず、直接使用または少量の処理を行うため、金属の利用率が向上するだけでなく、大幅に削減されます。処理装置および労働時間の。簡単な鋳造価格;コンビネーションダイカストは、他の金属または非金属材料に使用できます。組み立て時間と金属を節約します。


標準パラメータテーブルのLHシリーズ(LH-180T)
アイテム | 単位 | 仕様 |
油圧作動圧力 | MPA | 14 |
締付力 | KN | 1800 |
タイバー間のスペース | MM | 480 * 450 |
タイバー径 | MM | ¢85 |
ダイオープニングストローク | MM | 380 |
射出力(強度) | KN | 270 |
プランジャー発射距離 | MM | 130 |
射出位置 | MM | 0-140 |
プランジャー直径 | MM | ¢50----¢70 |
インジェクションストローク | MM | 350 |
鋳造圧力(強度) | MPA | 112/78/57 |
キャスティングフィアンジュプロトルージョン | MM | 10 |
キャスティングフィアンジュ直径 | MM | 110 |
40MPA未満の最大キャスティングエリア | CM2 | 450 |
注入重量(AL) | KG | 2.4 |
ダイの高さ(最小-最大) | MM | 200〜550 |
イジェクターフォース | KN | 110 |
イジェクターストローク | MM | 80 |
モーター容量 | KW | 15 |
機械の寸法(L * W * H) | M | 5.22 * 1.4 * 2.35 |
採用のための参照機械重量 | T | 6.7 |
オイルタンク容量 | L | 600 |
PS:当社は、予告なしに技術的な改善を行う権利を留保します
コールドチャンバーダイカストマシンの作業手順
1.金型を閉じます。
2.手動またはその他の方法で金属液体を圧力チャンバーに注ぎます。
3.上部パンチは低速の撮影速度で下降し、プレスチャンバーに入り、接触したばかりの金属液面に到達します。
4.上部パンチはより高い射出速度に変化して押し下げますが、下部パンチは上部パンチと同期して、中央セクションの液体金属との相対距離で下降します。
5.運転中に現在のパンチが出口ノズルオリフィスまで下がると、ダウンパスの下部が支えられ、上下のパンチが金属液を一緒に押してノズルオリフィス(直接の一部)にスプレーします。ランナー)高速で。
6.金属液体は、内部ゲートから、ノズル、ゲートカバー、固定モールドコーンホール、ダイバータで構成されるストレートランナーを通ってモールドキャビティに入ります。
7.充填後、モールドキャビティ内の金属液体が完全にダイカストパート1に固化するまで、上部パンチは一定の圧力を維持します。プレスチャンバー内のスプルーと金属液体は、それぞれストレートスプルーと残留ケーキに固化します。
8.上部パンチを持ち上げてリセットします。同時に、下部パンチが上に移動して、ストレートゲートにまだ接続されている残りのケーキを切り取ります。
9.引き続き下部パンチを上げ、残りのケーキを圧力チャンバーの上部まで持ち上げ、手動またはその他の方法で取り外します。
10.下部パンチは、ノズルオリフィスを塞ぐためにリセットされます。

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier