レーザー溶接はTIGに取って代わります。レーザー溶接はこれまで以上にアクセスしやすく手頃な価格です。ハンドヘルドレーザー溶接機さまざまなワークピースに使用でき、あらゆる角度で溶接できます。チタンレーザービーム溶接高はレーザー溶接の1つです。レーザー溶接機は、溶接効率が高く、はんだワイヤーが不要で、熱の影響を受けるゾーンが小さく、しっかりとした美しい溶接継手を備えています。
ハンドヘルドレーザー溶接機は、現在、ステッチ溶接、スタック溶接、垂直溶接(Tタイプ、Lタイプ)など、さまざまな溶接分野に適用されています。
軽量のハンドヘルドトーチ設計により、溶接がより簡単で便利になります。3D溶接および切断業界で非常に人気があります。
ND18ハンドヘルドウォブルレーザー溶接彼ad+システムソリューション
1.この溶接ヘッドは、キャビネット、キッチン、階段、棚、グリスロン、ステンレス鋼のドアと窓のガードレール、配電ボックス、ステンレス鋼の家具などの複雑で不規則な溶接プロセスで広く使用できます。これは、薄いステンレス鋼プレート、鉄プレート、アルミニウムプレート、およびその他の金属材料の溶接において、従来のアルゴンアーク溶接の完全な代替品です。
2.スマートな内部設計とインタラクティブな制御システムにより、加工部品の許容範囲と溶接幅が拡大し、マイナーなレーザー溶接スポットの欠点が解決され、より優れた溶接成形が実現します。
3.軽量形状、人間工学に基づいたデザイン、高度な構造、信頼性の高いパフォーマンスにより、快適なグリップとシンプルな操作が保証されます。
4.すてきな溶接シーム、速い溶接速度、消耗品、溶接痕、変色、後の研磨はありません。
5.このヘッドには、さまざまな製品の溶接ニーズを満たすために、さまざまな角度のノズルを装備できます。
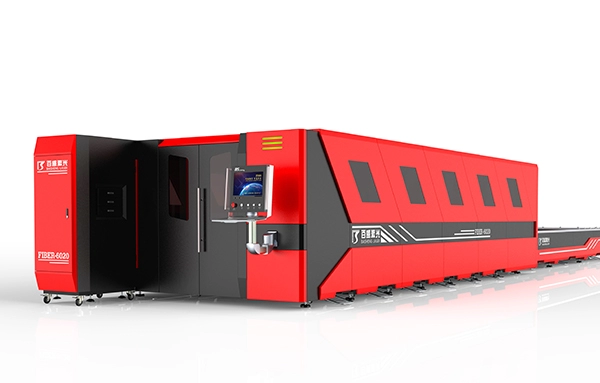
図1:フットプリントの小さいレーザー溶接機、オールインワンデザイン、レーザー光源、キャビン内に収納されたウォーターチラー。
レーザー溶接の利点:
1 /自己溶解により溶接された材料、母材は不要。2/より深い溶け込みとより高い溶接強度。 3 /溶接面は明るく滑らかで、研磨の必要はありません、3/熱変形の少ない入熱が少ない4/従来のアーク溶接よりも効率が数倍向上しました5/異なる材料の溶接、炭素鋼、ステンレス鋼、アルミニウムなど6 /異なる溶接タイプ、バットジョイントラップジョイント、コーナージョイント、フランジジョイント、7 /環境にやさしい、溶接中の煙が少ない。

図2-WSXND18ウォブルミニ溶接ヘッド。このレーザーヘッドは、最大1500Wのレーザー溶接アプリケーション専用です。最大4mmの溶融深さ。
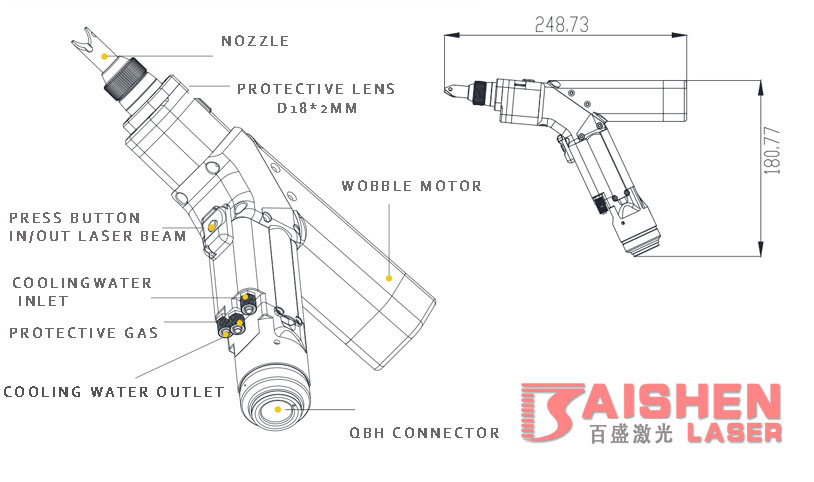
さまざまな溶接用途に適した銅製ノズルを選択してください。

図3-7インチのタッチスクリーンWSXコントロールディスプレイ。英語と中国語の操作言語。

特定の大きなギャップまたは必要な用途向けのレーザーフィラーワイヤー溶接。

仕様
ハンドヘルドレーザーヘッド | ND18 | 中国WSXブランド |
システム | WSX溶接システム | |
手動溶接ヘッド | WSX3Dヘッド | WSXシステム |
レーザ | RFL-C1500 | レイカス |
ウォーターチラー | CWFL-1500/その他 | S&Aブランド/その他 |
波長 | 1070±20nm | |
レーザーインシデントモード | 同軸 | |
ヘッドコネクトウェイ | QBH | |
コリメートレンズ | 50mm | |
焦点距離 | 80 / 120mm | |
調整可能な幅 | 0〜4mm | |
頭の重さ | 1.36kg | |
溶接の厚さ | CS / 0.5〜4.0mm / SS / 0.5〜4.0mm | 1500w |
速度 | CS溶接の厚さ 0.5mm max4m / min 1mm最大1.5m/分 2mm最大0.5m/分 SSの厚さ0.5mmax5m/ min 1mm最大2.5m/分 2mm最大0.5m/分 アルミニウム0.5mm最大速度3m/min 1mm最大1.5m/分 1.5m最大0.5分/分 | |
図4:顧客への迅速な配達のための準備ができた在庫。-配達期間:7-10日。

図5-溶接分野の一部の顧客に人気のあるワークショップとパッキング。


アプリケーション
レーザー溶接には多くの利点と利点があります。レーザー溶接された軟鋼管、2枚のシート直角溶接です。 2枚のフラット溶接。
レーザー溶接の速度
レーザー溶接を使用すると、5 m / minの溶接速度に簡単に到達できます。これは、従来のTIG溶接よりも高速ですが、誘導溶接よりも低速です。ただし、レーザーは、より厚い材料でもこれらの速度に達する可能性があります。それはレーザー出力.laserヘッドと購入者の予算に依存します。
溶接シームのプロパティ
あらゆる技術で作られた溶接シームには、基本材料に溶融ゾーン、熱影響部、遷移ゾーンの3つの基本ゾーンがあります。レーザー溶接は、冷却速度が速いために継ぎ目を狭くします。これにより、基本材料の歪みが少なく、熱劣化が少ないという利点があります。

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X





















 Gold Supplier
Gold Supplier









{kind=link}
{kind=link}